Wind energy, as an environmentally friendly and green energy source, is one of the most promising renewable energy sources. With the development and maturity of wind power technology, the capacity of wind turbines has reached over 5MW. The blade length exceeds 60 meters. Blade is one of the key components of wind turbine. It is characterized by large size, complex shape, high precision requirements, and high requirements for strength, stiffness, and surface smoothness.
Composite materials have many advantages in the manufacture of wind turbine blades. The main manufacturing processes include hand lay-up, compression molding, prepreg molding, pultrusion, filament winding, resin transfer molding (RTM), and vacuum infusion molding.
- Hand Lay-up Process
Hand lay-up is a traditional process for producing composite wind turbine rotor blades. In this process, the fiber substrate is laid in a single mold. Then glass cloth and resin are applied using a roller or brush. After curing at room temperature, the mold is removed. The hand lay-up method can be used to manufacture large, complex shapes at low cost. This is because it is not subject to heat and pressure. Simple equipment and molds are sufficient, and the cost is lower compared to other viable options.
The main disadvantages of the hand lay-up process for producing wind turbine blades are that product quality heavily depends on the worker’s skill level and environmental conditions, resulting in low production efficiency and significant fluctuations in product quality uniformity. The dynamic and static balance of the product is poorly guaranteed, and the rejection rate is high. Especially for complex aerodynamic shapes and sandwich structure blades with high performance, secondary processing such as bonding is required. The bonding process requires a bonding platform or frame to ensure the fit of the bonding surfaces. The production process is more complex and difficult.
Problems that occur during the use of wind turbine blades manufactured by the hand lay-up process are often caused by uneven resin content, poor fiber/resin infiltration, and incomplete curing during the process, leading to cracks, fractures, and blade deformation.
The hand lay-up process often also releases a large amount of harmful substances and solvents, posing environmental pollution issues. Although hand lay-up is a proven process for producing composite blades, its low production volume, discontinuous components, and difficulty in achieving complex structures and high mechanical performance requirements have led to a shift in research focus to other production methods.
- Compression Molding
Compression molding involves placing reinforcing materials and resin in a two-part mold, closing the mold, heating and pressurizing, and then removing the mold for post-curing. The advantages of this process are high fiber content, low porosity, short production cycle, precise dimensional tolerances, and good surface finish.
However, compression molding is suitable for producing simple composite products such as snowboards and has difficulty manufacturing complex-shaped components like blades that include skins, cores, and spars. Although improvements can be made to compression molding equipment, significant capital investment is required to modify the heated mold that can withstand pressures for blades spanning 20 to 40 meters.
Components produced by compression molding have high fiber content and high strength-to-weight ratio, but it is difficult to manufacture blades with complex geometries at low cost.
- Prepreg Laying Process
The prepreg method is named according to the pre-impregnated reinforcing material used. In this process, partially cured resin and reinforcing material are placed in a single mold and heated for curing. To avoid the emergence of resin-rich areas and the exclusion of air gaps, the resin in the prepreg needs to have sufficient overflow. Currently, commercially available prepregs on the market generally require a high curing temperature (90-110%).
The main advantage of using prepreg is that the fiber reinforcing material is well arranged during the production process, thus enabling the manufacture of components with low fiber defects and excellent performance. Carbon fiber prepregs are widely used in the aviation industry because they can be used to fabricate components with complex structures.
The main disadvantage of selecting prepreg for the production of wind turbine blades is the high cost. This material is typically 5 to 10 times more expensive than ordinary resin and reinforcing materials. Additionally, since prepreg is laid manually, it is labor-intensive compared to hand lamination and has a low output.
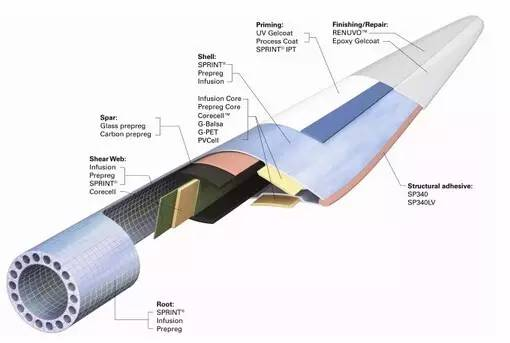
Prepreg is an ideal process for producing components with complex shapes, and it is widely used abroad, with its technology and equipment having reached a mature stage. In actual production, due to the different mechanical properties and process requirements of various parts such as the skin, main beam, and root of the blade, different prepregs are used for different parts under the condition of not affecting performance in order to reduce costs.
4. Pultrusion Process
The pultrusion process is generally used in the production of continuously formed products with a certain cross-section. In this continuous forming process, the reinforcing material passes through a resin impregnation tank for curing and forming. Pultruded products have high fiber content, stable quality. They are easy to automate due to continuous forming, making them suitable for mass production. Moreover, the products require no post-processing, have consistent quality, do not require dynamic balance testing, and have a finished product rate of 95%. Compared to other process costs, it can be reduced by 40%.
Despite its many advantages, the pultrusion process also has disadvantages in the manufacture of wind turbine blades. The pultrusion process has successfully manufactured vertical-axis wind turbine blades and some small horizontal-axis wind turbine blades, but it is impossible to manufacture wind turbine blades with variable cross-sections. I-beams and other solid cross-sections are only minor challenges for the pultrusion process, while hollow parts including beams and core materials are the difficulties.
Since the current pultrusion process cannot manufacture complex-shaped components with large cross-section variations, the cost of large-scale automated equipment is another consideration for the application of the pultrusion process. Therefore, the pultrusion process has greater application potential in the production of small wind turbine blades.
- Fiber Winding
Fiber winding is primarily used in the manufacturing of containers and pipelines. In this process, continuous fibers are dipped into a resin bath and then wound onto a machine-controlled mandrel. The winding process allows for control over variables such as fiber tension, production speed, and winding angle.
Fiber winding can produce components of different sizes and thicknesses. However, one drawback of this process when applied to blade production is that it cannot be used for longitudinal wrapping of blades. The lack of fibers in the length direction makes the blades prone to problems under high tensile and bending loads. Additionally, the rough outer surface created by fiber winding may affect the aerodynamic performance of the blades, necessitating surface treatment. Finally, the cost of mandrels and computer control is significant. Clearly, the characteristics of fiber winding are suitable for containers and pipelines, but it can introduce additional costs in blade production.
- Resin Transfer Molding (RTM)
RTM is a semi-mechanized composite molding process where workers only need to place the designed dry fiber preform into the mold and close it. The subsequent process is entirely completed and ensured by the mold and injection system, without any resin exposure. This greatly reduces the technical and environmental requirements for workers compared to hand lay-up processes and effectively controls product quality.
RTM adopts a closed-mold molding process, particularly suitable for one-time molding of entire wind turbine blades (fibers, cores, and joints can be molded together in one cavity) without the need for secondary bonding. Compared to hand lay-up, RTM not only saves on various bonding process equipment and time, but also improves production efficiency and reduces production costs. Additionally, the use of low-viscosity resin to infiltrate fibers and the application of heat curing processes greatly improves composite material quality and production efficiency.
RTM production relies less on the technical level of workers, and process quality depends solely on established process parameters, making product quality easier to guarantee and reducing scrap rates compared to hand lay-up. However, the limiting factor for RTM in blade production is primarily cost. RTM mold equipment is very expensive. Additionally, as RTM is a closed-mold process, it is difficult to predict resin flow conditions, which can easily lead to unqualified products.
- Vacuum Infusion Process
The vacuum infusion process involves directly laying fiber-reinforced materials onto a mold, followed by placing a peel ply layer on top of the fiber-reinforced materials. The peel ply is typically a thin layer of low-porosity, low-permeability fabric. A high-permeability medium is then placed on top of the peel ply, and the entire system is wrapped and sealed with a vacuum film. A vacuum pump is used to create a negative pressure state, and resin is introduced into the entire system through an inlet tube, with the flow direction guided by a flow guide tube. The flow media ensures resin distribution to every corner of the laminate. After curing, the peel ply is removed to obtain a dense, low-resin-content laminate.
The vacuum infusion process is an ideal choice for wind turbine blade manufacturers. Compared to standard RTM, it saves time, reduces volatile organic compounds, improves working conditions, reduces operator exposure to harmful substances, meets environmental protection requirements, and simplifies the process. Additionally, vacuum assistance can effectively eliminate bubbles, reduce product porosity, and control resin content.
High stability of product quality and good repeatability. The apparent quality of the product is good, the same layer and thin thickness, high strength. Compared with the hand-layup molding tensile strength increased by more than 20%, the process does not require high mold, mold making is simple. Compared with the traditional RTM process, the mold cost can be reduced by 50-70%.
As the wind power industry continues to develop, composite wind turbine blades are becoming more complex and larger. Various processes are being applied in the manufacturing of wind turbine blades. According to the characteristics of different wind turbine blades, a suitable process is reasonably adopted to obtain low-cost and high-quality wind turbine blades.